







СХОПЛЮВАННЯ МАРГАНЦЕВИХ ЧАВУНІВ
Колесніков В. О.
Колесніков В.О. Схоплювання марганцевих
чавунів // Проблеми корозійно-механічного руйнування, інженерія поверхні,
діагностичні системи. ХІХ відкрита науково-технічна конференція молодих
науковців і спеціалістів КМН – 2005 // Фізико-механічний інститут ім.. Г.В.
Карпенка НАН України. – Львів. – 2005. – С.102 – 106.
Східноукраїнський національний університет імені
Володимира Даля (м. Луганськ)
Наведені данні про схоплювання аустенітних марганцевих чавунів в умовах
тертя ковзання. Показано, що графітна фаза має істотний вплив на інтенсивність
руйнування. Наведені оптимальні параметри графітної фази, що забезпечують
підвищену зносостійкість.
The data about coupler austenite manganese cast iron in conditions of friction of sliding are presented. It is shown, that graphite phase has
the important influence on intensity of destruction. The optimum parameters of graphite
phase which provide increasing of wear resistant
are presented.
Одним з
найбільш небезпечних видів зношування поверхонь тертя, що призводять до
інтенсивного руйнування, є схоплювання. Найчастіше цей вид пошкоджень виникає у
трибоспряженні внаслідок зникнення мастильного матеріалу. Дослідженнями в
області процесів схоплювання матеріалів присвячені деякі роботи П. А. Ребіндера,
Г. В. Курдюмова, В. Д. Кузнєцова, І. В. Крагельського, Б. І. Костецького, В. А.
Кисликова, М. М. Хрущева, Г. В. Виноградова, А. П. Семенова, С. Б. Айбіндера,
Н. Л. Голего, Г. Тимлінсона, Г. Фінчема й ін. [1 – 7].
До
обов'язкових умов виникнення заїдання [1, 7, 8] відносять руйнування проміжних
мастильних шарів і взаємодія чистих (ювенільних) контактуючих поверхонь. При
зближенні атомів контактуючих матеріалів на відстані міжатомних взаємодій
електронний обмін призводить до утворення вузлів схоплювання, формування
хімічних зв'язків. В. П. Когаєв і Ю. Н. Дроздов запропонували розрізняти
"холодне" і "гаряче" заїдання. Тієї ж думки дотримується і
Б. І. Костецький, який запропонував розділяти схоплювання 1-го і 2-го роду [1,
8]. Температура – головний фактор, що призводить до заїдання і катастрофічно
швидкого зношування вузлів тертя [4, 9, 10].
Чавуни
є поширеним конструкційним матеріалом, який застосовується для виготовлення
деталей, що працюють в умовах тертя. Підвищити його властивості можна завдяки
легуванню. Комплексно легований чавун є одним з найбільш складних технічних
сплавів. Він є багатокомпонентним сплавом, що володіє високою гетерогенністю
структури, на формування якої впливає велика кількість контрольованих і
неконтрольованих факторів. Більшість властивостей Fe–C сплавів визначається
структурно-фазовим складом [11 ,12, 13]. На Україні існують великі родовища
залізо марганцевих руд, що дозволяє отримувати сплави на базі вітчизняної
сировини [14, 15]. Але для їх більш широкого використання, необхідно проведення
досліджень, що стосуються вивчення закономірностей взаємозв’язку між хімічним
складом, параметрами мікроструктури та властивостями.
Зносостійкість визначали на
машині тертя СМЦ 2 за схемою ролик – колодка в умовах тертя ковзання. Контртіло
(ролик), виготовлене зі сталі 45Г2 (твердість 50-55 HRC), а колодка з аустенітного
марганцевого чавуна. Випробування проводили в умовах сухого тертя і тертя в
оливі. Як мастильний матеріал використовували оливу індустріальну И-20А. Вибір
оливи И–20А обумовлений тим, що індустріальні оливи частіше рекомендуються і
використовуються у вузлах тертя промислового устаткування. Величину зношування
зразків визначали зважуванням до і після випробувань на мікроаналітичних вагах
з точністю до
а)  б)
б)
Рис. 1. Схема поведінки деяких сплавів в умовах
сухого тертя (I – період припрацювання, II – період стабільного зношування, III – період катастрофічного зношування) (а); Вплив параметрів мікроструктури в умовах
сухого тертя (V – об’ємний вміст графіту, %;) на інтенсивність
зношування (Vк = 0,628 м/c) ( ![]() – БХС
+ Сr = 0,1%;V, Ti = 0,5% (сплав № 1) ;
– БХС
+ Сr = 0,1%;V, Ti = 0,5% (сплав № 1) ; ![]() – БХС
+ Сr = 0,1%; V = 0,5, Ti = 0,1% (сплав № 2);
– БХС
+ Сr = 0,1%; V = 0,5, Ti = 0,1% (сплав № 2); ![]() – БХС
+ Сr ; V; Ti = 0,1% (сплав № 3)) (б).
– БХС
+ Сr ; V; Ti = 0,1% (сплав № 3)) (б).
Базовий хімічний склад (БХС)
чавунів становив (мас. %): 3,4...3,7 С; 3,0 Si; 12,0 Mn; 1,0 Ni; 2,5 Сu; 0,4 Al; 0,1 P; 0,02 S. Параметри мікроструктури для сплавів λ = 10…16
(відношення довжини до ширини включень графіту); Vг = 3,25….5,5 % (об’ємний вміст графіту в чавунах); Sк = 7…23 % (площа карбідів) наведені на рис. 1 b.
а)  b)
b) 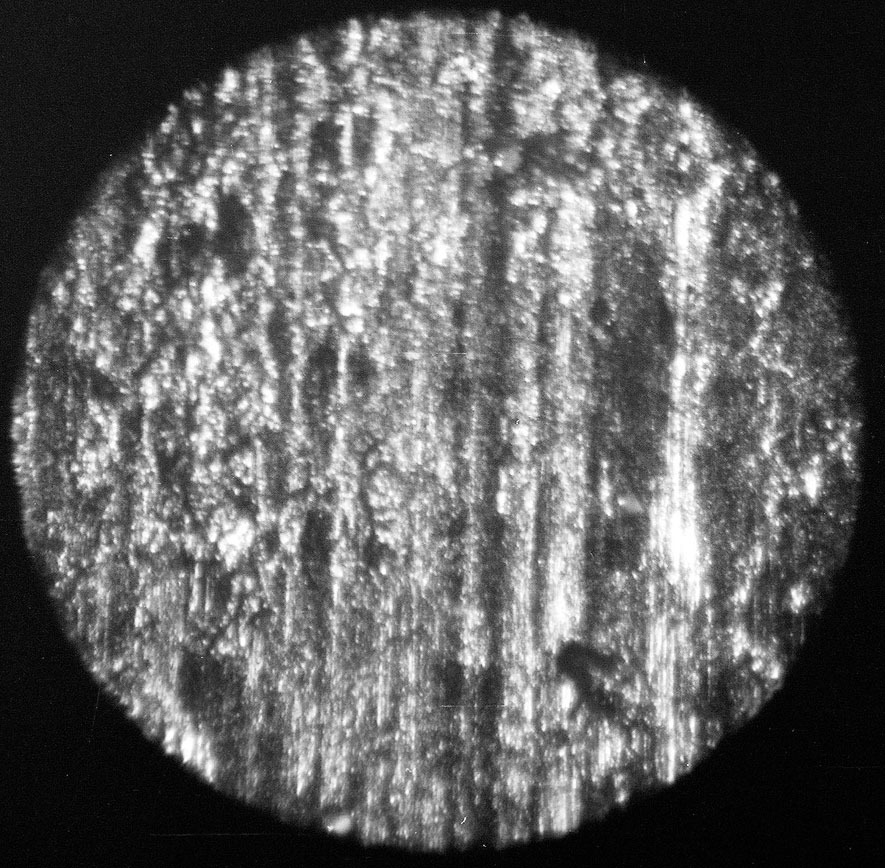 с)
с) 
Рис. 2. Еволюція пошкодження поверхні тертя (для
умов сухого тертя) при збільшенні навантаження а) Р = 1,0...3,0 МРа; b) Р = 3,0...5,0 МРа; с) Р =
5,0...8,0 МРа та швидкості ковзання 0,628 м/с.
Збільшення
навантаження як правило призводить до зростання інтенсивності руйнування (рис 1б) і спочатку (після припрацювання)
переважає поверхневий характер руйнування (пелюстковий), про що свідчать
поверхня тертя (рис. 2 а) [21] і продукти зношування [22]. Далі з підвищенням
навантаження руйнування чавунів носить більш катастрофічний характер і за
класифікацією Костецького характеризується як „схоплювання”. Продукти
зношування збільшуються за розмірами, а поверхня тертя вже має інший вигляд
(рис. 2 b, с).
Зносостійкість
чавуна багато в чому залежить від морфології графітної фази. Найкращою формою
графіту в умовах сухого тертя є куляста. Найнижче зношування спостерігається
при точковому і міждендритному графіті [11, 23]. Як і у випадку з металевими
матрицями однозначної відповіді про оптимальну форму і розміри графітної фази,
що задовольняє максимальну зносостійкість чавунів дотепер не існує. У роботі [24]
відзначається, що з позицій міцності найбільш вигідною є куляста форма графіту.
Там, де необхідні додаткові засоби покращення змащення тертьових поверхонь,
краще використовувати чавун із пластинчастою формою графіту, оскільки окремі
включення кулястого графіту не створюють на поверхні тертя оливоутримуючого
мікрорельєфу.
Серед
досліджуваних сплавів найкращою зносостійкістю володів сплав № 1 (з lг = 10...50 µm (довжина включень графіту) НВ 250; на відміну від сплавів № 2,
3 де переважаюча довжина була lг = 50...100
µm та 50...150 µm, та 161 НВ відповідно. На деяких етапах тертя на поверхні
сплаву № 1 спостерігався графіт, який значно зменшував інтенсивність
зношування, одночасно припинялось схоплювання. Для інших двох сплавів поява на
поверхні вільного графіту не призводила до істотного зниження інтенсивності
зношування.
Таким
чином можна стверджувати, що існує оптимум для параметрів чавуна, який
забезпечує найкращі триботехнічні властивості. Надмірна кількість графіту (як
це є в сплавах № 2, 3) розпушує металеву основу і знижує зносостійкість чавуна.
При
визначенні можливостей сплавів в умовах змащування для сплавів № 1,2,3,
встановлені такі навантаження: 11,0; 8,2
МРа відповідно.
Деякі
факти не дозволяють пояснити мастильну дію графіту тільки шаруватою структурою
[25]. Сила тертя при змащенні
графітом у сухому повітрі вища, ніж у вологому. Сила тертя в атмосфері азоту
значно більша, ніж на повітрі, причому в сухому азоті вища, ніж у вологому.
Наявність вологи, окисних плівок є необхідною умовою для прояву графітом його
змащувальної дії. Волога й окисні плівки на металевих поверхнях, утворенню яких
сприяє волога, поліпшують адгезію графіту до цих шарів, без чого міцність
граничного шару недостатня. Крім того, можлива інтеркаляція (введення в
міжшаровий простір (Ван – дер – Вальсові щілини) інтеркалянтів: гідридних
комплексів, неорганічних молекул).
Також
до позитивної сторони впливу графітної фази можна віднести те, що за умов
граничного тертя він може всмоктувати в себе частину мастила і підживлювати
змащенням поверхні тертя в умовах "оливного голодування", відсуваючи
тим самим настання катастрофічного зношування [25]. Несуча здатність оливної
плівки значно підвищується з насиченим її до визначеного рівня
дрібнодисперсними продуктами зношування, розклинуююча - графітом, металевими
милами, фосфідами [25].
Таким
чином, завдяки корегуванню параметрів графітної фази в чавунах можна значно підвищити
їх експлуатаційні характеристики [26, 27].
СПІСОК ЛІТЕРАТУРИ
1. Крагельский Б. И.
Трение и износ. – М.: Машиностроение, 1968.
– 480 с.
2.Семенов А. П. Схватывание
металлов и методы его предотвращения при трении // Трение и износ. – Т.1, № 2.
– С. 236–246.
3. Голего Н. Л. Схватывание в машинах и методы его устранения – К.:
Техніка, 1965 – 230 с.
4. Дроздов Ю. Н., Арчегов В. Г., Смирнов В. И. Противозадирная стойкость
трущихся тел.– М.: Наука, 1981.– 140 с.
5. Криштал М. А., Дубровский Р. И. О механизме схватывания и разрушения
металлов в зоне скользящего нагруженного контакта. – В кн.: Вопросы
металловедения и физики металлов. Тула: Тул. Политехн. ин–т, 1972.– С.181–195.
6. Канарчук В. Е. Адаптация материалов к
динамическим воздействиям. Киев: Наук. думка, 1986. – 264 с.
7. Крагельский
И. В., Добычин М. Н., Комбалов В. С. Основы расчетов на трение и износ.– М.:
Машиностроение, 1977.– 526с.
8. Буше
Н. А., Копытько В. В. Совместимость трущихся поверхностей. – М.: Наука,
1981.–127 с
9. Буше
Н. А. Подшипниковые сплавы для подвижного состава.– М.: Транспорт, 1967.– 222
с.
10. Когаев В.П., Дроздов Ю. Н. Прочность и износостойкость деталей машин:
Учеб. пособие. – М.: Высш. шк., 1991.– 319с.: ил.
11. Справочник по
чугунному литью / Под ред. д-ра техн. наук Н. Г. Гиршовича. –3-е изд., перераб.
и доп. –Л.: Машиностроение. Ленингр. отд-ние, 1978.– 758 с.
12. Герек А., Байка Л. Легированный чугун –
конструкционный материал: Пер. с польского / Под ред. Ю. Н. Тарана. – М.:
Металлургтя, 1978 – 207с.
13.
Неижко И. Г. Графитизация и свойства чугуна./АН УССР. Ин-т пробл. литья. –
Киев: Наук. Думка, 1989. – 208 с.
14.
Балицький О. І. Сучасні матеріали для потужних турбогенераторів.– Львів:
Національна академія наук України. Фізико–механічний інститут ім. Г. В.
Карпенка, 1999. – 284 с.
15.
Колесников В. А. Особенности износа
графитизированных марганцевых чугунов в условиях сухого трения // Вісник СНУ
ім. В. Даля – 2002. – №7. –
С. 232–239.
16. Патент
України 3671 С21В3/00, С22С37/00. Марганцевий
чавун / В.О. Колесніков, О.І. Балицький (Україна). –
№2004020827; заявлено 05.02.04. Опубл. 15.12.04,
Бюл. № 12.
17. Балицкий А.
И., Колесников В. А., Кубицки Е. Способность к упрочнению марганцевых чугунов
как резерв повышения эксплуатационной стойкости для деталей железнодорожного транспорта // Промисловий та туристичний транспорт. – Львів: Каменяр. –
2004. – Вип. 3. – С. 36–46.
18. Волынова
Т. Ф. Высокомарганцовистые стали и сплавы.– М.: Металлургия, 1988.– 343с.
19. Колесников В. А. Исследование интенсивности
изнашивания марганцевих чугунов в зависимости от структурно-фазового состава и
нагрузочно-скоростных параметров // Вісник СНУ
ім. В. Даля. – 2004. – №6. – С. 41–52.
20. Чейлях А. П. Экономнолегированные
метастабильные сплавы и упрочняющие технологии. – Харьков: ННЦ ХФТИ, 2003. – 212 с.
21. Колесников В. А.
Анализ разрушения поверхностных слоев аустенитных марганцевых чугунов в
условиях трения скольжения // Зб. наук. праць СНУ – Луганськ. – 2002. – Ч. II. – С. 64.
22. Балицький О. І., Колесніков В. О. Дослідження
продуктів зношування аустенітних марганцевих чавунів // Фіз.-хім. механіка матеріалів. – 2004. – № 1 – С.
65–69.
23.
Павлов Ю. Н. Износостойкость чугуна с междендритным графитом // Литейное производство.– 1967. – № 9. – С. 6 – 7.
24.
Асташкевич Б. М., Ларин Т. В. Влияние микроструктуры чугуна гильз и поршневых
колец на их износостойкость // Литейное производство.
– 1975.– №1.– С. 15–16.
25. Гаркунов Д. Н. Триботехника. – М.:
Машиностроение, 1985. – 424 с.
26. Чупрык
В. М. Роль углерода в образовании эксплуатационных поверхностных слоев пар
трения скольжения // Трение и
износ. – 2000. Т. 21, №1. – С. 67 – 73.
27.
Балицький О., Колесніков В., Кубіцкі Є.
Залізовуглецеві сплави високого легування марганцем – перспективний матеріал
для деталей залізничного транспорту, що працюють в умовах зношування //
Промисловий та туристичний транспорт. – Львів: Каменяр. – 2003. – Вип. 2. – С. 57–63.



